���؛_�����������ԪFMC���ɼӹ�����(MC)�c�Ԅӽ��Q����(AWC��APC)�b�õ����M�ɣ�ͬ�r����ϵ�y߀�������Ԅәz�y�c���r�ԄӱO�صȹ��ܡ�FMC�ĽY����ʽ������ͬ�ļӹ�����CNC�C��������c�������Լ��������Q�c�惦�ķ�ʽ��ͬ�������ж�N��ʽ������Ҫ���бP���\ʽ�͙C���˰��\ʽ�ɴ���͡�
�D1-14��ʾ��FMC-l�����������Ԫ�������бP���\ʽ�ĽY����ʽ���бP����̶����������ߣ��ڼӹ��^���У����c����һ�����ӣ����ͨ�����S���A����ԓ�����������Ԫ���Pʽ�ӹ����ġ��h�ι������Q�����_�������бP���бP���Q�b�ýM�ɡ��h�ι����_��һ��������ͨ�ò������c�ӹ����IJ���ֱ�����B���b�й������бP�ڭh�ι����_�Č�܉���ɭh��朗l���M�л��D��ÿ���бP�����е�ַ���a����һ�������ӹ��ꮅ���бP���Q�b�Ì��ӹ���Ĺ����Bͬ�бPһ���ϻ����h�������_�Ŀ�λ��Ȼ��ָ���һ�����ӹ����бP�c�����D�����Qλ�ã����бP���Q�b�Ì����͵��C���Ĺ����_�ϣ���λ�A�o�Դ��ӹ����Ѽӹ��õĹ����Bͬ�бP�D���������bж��λ�����˹�ж�£����b�ϴ��ӹ��Ĺ������бP���\�ķ�ʽ���������w���������������бP�Ͽ��b�A�ׂ���ͬ�������Ҳ�����Dz�ͬ�Ĕ��������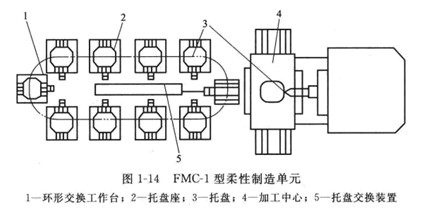
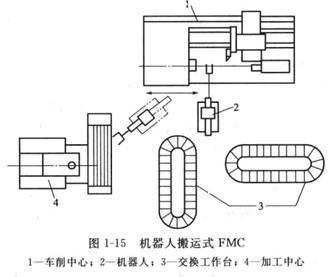
����܇����ĥ�����ĵșC��������ʹ�ÙC���˰��\ʽ�ĽY���M�й����Ľ��Q���D1-15������������һ�NFMC������һ���C���˞�һ�_�ӹ����ĺ�һ�_܇�����ķ��գ�ÿһ�_���؛_����һ�_���Q�����_����ݔ���c���_�惦�����ڙC���˵�ץ��������ͬһҎ���ץȡ��צ�������Π��c�ߴ�����ƣ��@�N���\��ʽ��Ҫ�m����С������D���İ��\��
���������Ԫ�������骚���\�е����a�O���M���ԄӼӹ���Ҳ����������������ϵ�y�ļӹ�ģ�K���������������Ԫ�Գ��wϵ��ռ����eС�����ڔU�䣬�ɱ��Ͷ��ҹ������ƣ��ӹ��m�������V���e�m������С��I����ˣ������FMC�İlչ�ٶȺܿ졣