���؛_��ģ����ĥ
�l���ߣ��|�Cе �l���r�g��2010/12/12 15:32:32
1�����r��ĥ����Ҫ��
����ͬ��һ��ģ�ߣ��ܷ�������Ҏ���r�g���r��ĥ����ʹ�É������ܴ������������H�_�״Δ��������һ�����ϡ�������ģ����Ҫ��ĥ�r�]����ĥ����ӳ�ڹ����ϣ�ë��׃�_���|���½���
��ӳ�����؛_���C����(�_ͬ�ӵĿ�)���_����׃�_�Õr�g���L����׃�C����������߀���������ϡ��U�Ϸ����Ȳ����F�����ӏUƷ�ʡ�
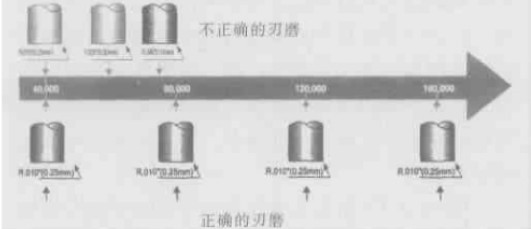
�D2��ʾ����ͬ�_�^����ͬ���r��ͬ����ĥ1mm�߶ȕr����ĥ�Ͳ���ĥ�ɷN��ʽ���H�_�״Δ��IJ(�D�Д����H������)��
2����ĥ�r�C���x��
a���_�^������ģ�����пڲ�λ�W�ǰ돽�_��R0��25mm֮ǰ����Ҫ��ĥ�����^�@���ț]����ĥ���^�mʹ�Õrģ�ߵ�ĥ�p�̶ȼ���������
b�����^��ë�̮aţ���^�칤�����ߏU�ϣ����F�^��ë�̕r�f��ģ����Ҫ��ĥ��
c���_�����������н��IJ����ˆTҲ���ԏě_�������Д�ģ���Ƿ���Ҫ��ĥ���h����ģ�乤���r�l������С����࣬��֮���˶�������
3��ģ����ĥ����Ӌ��
ģ����ĥ����ָ�����D���_����һ���µě_�^(������ģ)���_ʼʹ�õ���U����������ĥ���L�ȡ���ͬ�Y����ģ������ĥ�ͬ������B��λ90ϵ��ģ����ĥ���6mm���ϣ���B��λ�˜�ϵ��ģ����ĥ���H��2mm��ͬ�r��ģ����ĥ���c���Ϻ�ȡ���λҲ���Pϵ��ģ����ĥ����Ӌ�㹫ʽ��(�D3)��
��ĥ��=ģ���п���Ч�L��һ���ϰ���һ���Ϻ��һ��ģ��
���У���ģ��Ҏ���飺A��B����λ2mm��C��D��E��λ3mm��4ram��

4��ģ����ĥ������ע�����
����ĥ�r���M���ÿ�γԵ����Բ�����0��0lmm��0��015mm���ˣ��Ե����^����������ģ���˻𡣢���s��ĥ���^���б�횳����s������ģ���˻𡣢�ɰ݆�x���x�ÿ�ĥ������䓵Ą���ɰ݆�����Ȟ�46��63Ŀ��ĥ��ǰע��ɰ݆���������x�Ì�����ĥ�C����ĥ�r����x�Ì�����ĥ�C�����ڄ��M�o�;��̰ׄ��M�o���dz����á����H��ĥ���_�^����ģ��Ҳ��ͨ�^�{�������_ĥ��б�пڡ�
��ĥ�C���OӋ�o�������ڔ��؛_����߅���ɣ�ʹ�÷��㡣

