-
-12 30
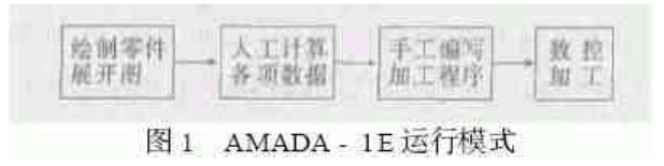
- 數控沖床的加工代碼程序,是數控加工的關鍵所在。一方面加工程序的正確與否,直接決定了零件的合格性,另一方面加工程序是否能及時地編制出來,又直接影響到零件的生產周期。長期以來,編程系統的滯后,不但影響到零件的合格率,而且嚴重地影響到零件的生產周期。數控轉塔沖床以其快速、高精度的柔性沖切加工系統和數控編程仿真技術對產品的精確預測的優點,近年來應用越來越廣泛。其特別適合于多品種、高精度、復雜零件中小批量生產。數控轉塔沖床是多工位的,加工板材時通過改變加工軌跡和更換沖頭來加工各種形狀的孔。它主要應用于加工設備面板、電器元件安裝板以及機柜上的各種大小不同、形狀各異的孔加工。比如我所現有的日本AMADA公司的PEGA-345數控沖床,可以在轉盤上安裝58種沖頭,變換沖頭只需旋轉轉盤即可。由此可見,數控加T的主要T作量主要是編制加工代碼的問題。1 編程分析1.1 據國外統計,手工編程時,一個零件的編程時間與數控機床實際加工時間之比約為30:1,而數控機床不能丌動的原因中有20 %~30%是由于加工程序一時編制不出的原因。倒如我所某產品的導熱板,有18種之多,每個零件處理圖紙、計算各種坐標數據、手工編程至少需要一天的時間,而實際的加工時間只需要3 min~5 min。1.2 數控銑床、加工中心等都有比較完善的CAD/CAM系統作為平臺,可以自動牛成數控代碼。但是對于像AMADA之類的數控沖床,只有簡單的數控編碼程序支持,而且大都是建立在MS - DOS系統基礎上的,其代碼主要靠技術人員手工一步步編寫,甚至在編寫前還要做一系列的坐標計算。不但編程效率低而且容易出錯。如我所1995年隨機床的軟件為AMADA - 1E簡單手工編程軟件。其運行模式如圖1所示。
 由于處于一種人工繪制展開圖、計算各項數據、手工輸入狀態,因而編程效率非常低;另外,文件管理系統有限,不便丁貯存、管理、查詢程序文件。特別是我所軍民品生產任務工作量大,品種繁多,如果不建立產品的程序文件數據庫,將會出現人量不必要的重復勞動。1.3 這種局面的存在嚴重地制約了我所軍民品牛產任務的需要,為進一步提高加工效率,縮短加工周期、提高加工精度,使先進的設備能更好的服務'T科研牛產,經過對市場上的數控沖床編程軟件允分地調研、分析、論證,我所于2002年將AMADA - 1E編程系統升級為AMADA - 2D編程系統。其運行模式如圖2所示。
由于處于一種人工繪制展開圖、計算各項數據、手工輸入狀態,因而編程效率非常低;另外,文件管理系統有限,不便丁貯存、管理、查詢程序文件。特別是我所軍民品生產任務工作量大,品種繁多,如果不建立產品的程序文件數據庫,將會出現人量不必要的重復勞動。1.3 這種局面的存在嚴重地制約了我所軍民品牛產任務的需要,為進一步提高加工效率,縮短加工周期、提高加工精度,使先進的設備能更好的服務'T科研牛產,經過對市場上的數控沖床編程軟件允分地調研、分析、論證,我所于2002年將AMADA - 1E編程系統升級為AMADA - 2D編程系統。其運行模式如圖2所示。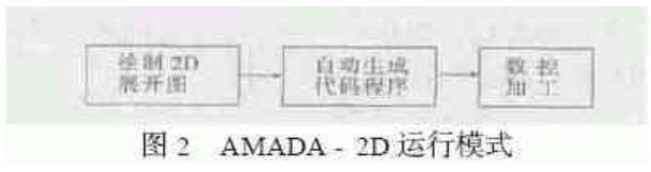 它有以下優點:(1)可以通過繪制展開圖,自動生成加工程序;(2)由于避免了重復繪制零件展開圖、人工計算各項加工數據、手工編寫加工程序,編程效率大為提高;(3)文件管理系統比較強大,便于貯存、管理、查詢程序文件。特別適合我所軍品生產任務工作量大、品種繁多的情況,避免了重復勞動。2 輔助編程分析2.1 雖然AMADA - 2D編程系統比起AMADA -IE軟件有了很大的進步,但其仍有許多缺陷,不能很好地滿足實際生產的需要。2.1.1AMADA - 2D編程系統為一單機版編程系統,在有多名技術人員的情況下,形成一個“串行”編程系統,仍在很大程度上限制編程效率。2.1.2 對于AMADA - 2D編程系統來說,編制程序的最主要的工作是如何很好地生成二維CAD平面展開圖。根據測試,繪制2D平面展開圖的時問要占整個編程時問的3/4之多。而對其CAM后置處理,相對占用的時問要短的多。AMADA - 2D編程系統終究是一個編程軟件,其所具有的CAD繪圖功能是極其有限,而且對于一般的工程技術人員來說是不熟悉的。
它有以下優點:(1)可以通過繪制展開圖,自動生成加工程序;(2)由于避免了重復繪制零件展開圖、人工計算各項加工數據、手工編寫加工程序,編程效率大為提高;(3)文件管理系統比較強大,便于貯存、管理、查詢程序文件。特別適合我所軍品生產任務工作量大、品種繁多的情況,避免了重復勞動。2 輔助編程分析2.1 雖然AMADA - 2D編程系統比起AMADA -IE軟件有了很大的進步,但其仍有許多缺陷,不能很好地滿足實際生產的需要。2.1.1AMADA - 2D編程系統為一單機版編程系統,在有多名技術人員的情況下,形成一個“串行”編程系統,仍在很大程度上限制編程效率。2.1.2 對于AMADA - 2D編程系統來說,編制程序的最主要的工作是如何很好地生成二維CAD平面展開圖。根據測試,繪制2D平面展開圖的時問要占整個編程時問的3/4之多。而對其CAM后置處理,相對占用的時問要短的多。AMADA - 2D編程系統終究是一個編程軟件,其所具有的CAD繪圖功能是極其有限,而且對于一般的工程技術人員來說是不熟悉的。
為了解決AMADA - 2D編程系統的不足,經過長期的編程實踐,我發現AMADA - 2D編程系統能夠通過DXF(Drawing Exchange File)格式同其它應用軟件交換數據。
而AU TOCAD作為一種CAD軟件平臺,其具有用戶界面友好,繪圖功能強大和易于掌握的特點,深受廣大工程技術人員的喜愛。
由于CAD本身精度可以達到0.0001mm,高精度的CAD圖形從而保證了零件的高精度。我將AUTOCAD與AMADA - 2D編程系統的有機結合,搭建了如圖3所示的編程系統,大大地提高了編程效率及程序的準確性。2.2.1 CAD圖形的并行系統
不但編程人員可以并行地繪制CAD展開圖,而且可以充分利用工藝及設計的CAD圖形,如圖3所示。由于展開圖的生成來自于多渠道,多環節,形成了CAD圖形的“并行”系統,使得編程效率及正確性大為提高。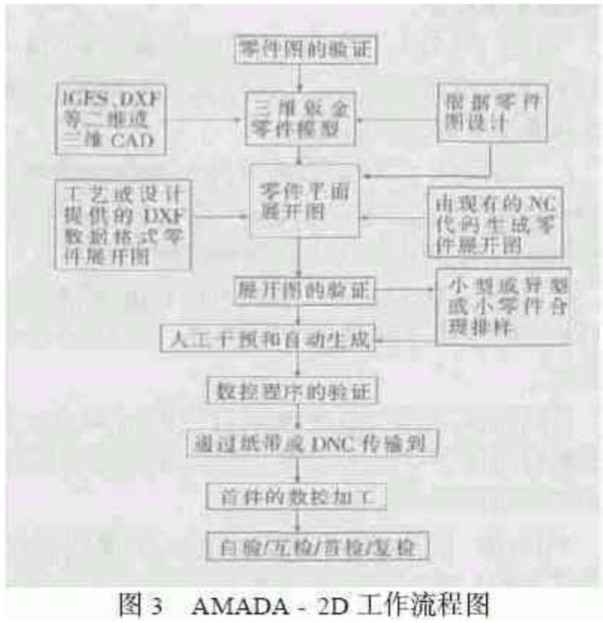 2.2.2 充分應用AU TOCAD強大的繪圖功能
2.2.2 充分應用AU TOCAD強大的繪圖功能
利用AUTOCAD強大的繪圖功能,可以針對特殊小型零件人工排樣,更大地節約材料及加工時間。雖然AMDAD - 2D編程系統具有排版功能,但是對于特殊的零件,所具有的排樣功能并不能滿足實地的需求。如能與AUTOCAD系統有機地結合,利用AUTOCAD的一系列剪切、復制、對稱、陣列的操作,就能很方便地實現AMDAD - 2D無法實現的功能。
相關文章閱讀連接:
◎歡迎參與討論,請在這里發表您的看法、交流您的觀點。
- 評論(0)
發表評論 TrackBack