-
-11 23
①單個軸承的裝配 軸承、主軸、支承孔均存在著制造誤差,通過對各種誤差的分析,采用選配法進行裝配、可提高主軸部件的精度。裝配時,盡可能使主軸定位內孔與主軸軸頸的偏心量和軸承內圈與滾道的偏心量兩偏心量接近,并使其方向相反進行裝配,可使裝配后的偏心量減小。
②兩個軸承的裝配 兩支承的主軸軸承的安裝時,應使前、后二支承軸承的偏心量方向相同她安裝,適當地選擇偏心距的大小,前軸承的精度應比后軸承的精度高,使裝配后的主軸部件的前端定位表面的偏心量晟小。數控沖床在維修拆裝主軸軸承時,因原生產廠家已調整好軸承的偏心位置,所以要在拆卸前做好周向位置記號,保證重新裝配后,其軸承與主軸的原相對位置不變,減少對主軸部件精度的影響。
③滾動軸承間隙與預緊滾動軸承存在較大間隙時,載荷將集中作用于受力方向上的少數滾動體上,使得軸承剛度下降,承載能力下降,受力低,旋轉精度差。將滾動軸承進行適當預緊,使滾動體與內外圈滾道在接觸處產生預變形,受載后承載的滾動體數量增多,受力趨向均勻,提高了承載能力和剛度,有利于減少主軸回轉軸線的漂移,提高了旋轉精度。若過盈量太大,軸承的摩擦磨損加劇,使受力將顯著下降,軸承壽命與間隙之間的關系如圖7-14所示。不同精度等級、不同的軸承類型和不同的工作條件的主軸部件,其軸承所需的預緊量有所不同。如在加工中心上,角接觸球軸承在主軸上安裝時,軸承與主軸的配合,一般采用1-5um的過盈配合;軸承與孔的配合,則采用0-5um的間隙配合。主軸部件使用一段時間,軸承因磨損間隙將增大,就要從新調整間隙。因此,主軸部件必須具備軸承間隙的調整結構。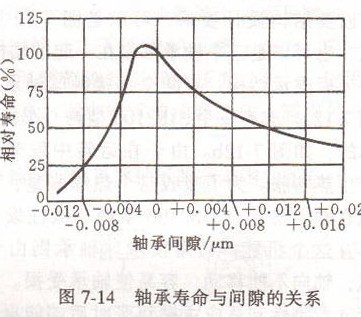
角接觸球軸承間隙調整和預緊的方法如圖7-15所示。成對使用的角接觸球做成是將軸承內圈端面或外圈端面磨去后實現。軸承生產廠家按要求的預緊量成對提供,裝配時不需要再調整,用螺母將其并緊后即可獲得精確的預緊力。由于使用中不能調整,維修比較麻煩。
圖7-16示為隔套調整的方法。采用兩個套調整,通過二個套的寬度差,調整軸承的間隙。或在軸承外圈設隔套,裝配時用螺母并緊內圈獲得所需預緊力。這種調整方法不必拆卸軸承,預緊力的大小全憑工人的經驗確定。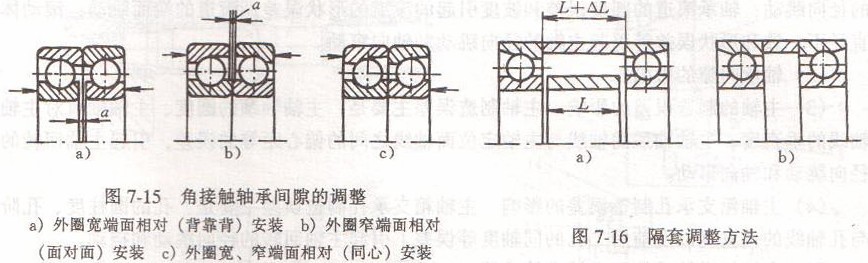
采用彈簧自動補償間隙的結構如GAMET軸承所示,這種結構適用于主軸主要承受單向軸向載荷的場合。
雙列短圓柱滾子軸承的徑向間隙調整結構見圖7-17所示。圖中a為所示結構最簡單,但控制調整量困難,當調整過緊時,松卸軸承很不方便。在圖中b中軸承右側用螺母來控制調整量,并可以在使用過程中調整,調整方便。但主軸右端需要加工出螺紋,工藝要求較高。圖中c是用螺釘2通過圓環1控制調整量,雖然這種結構工藝上要求可以低一些,但是用幾個螺釘分別調整,容易將圓環壓偏,導致軸承內圈偏斜,影響了旋轉精度。圖中d是用墊圈的厚度來控制調整量,墊圈做成兩半可取下修磨,螺釘3用于固定檔圈,防止墊圈工作時脫落。這種結構可以準確地控制調整量,可避免軸承內圈偏斜。
◎歡迎參與討論,請在這里發表您的看法、交流您的觀點。
- 評論(0)
發表評論 TrackBack