-
-12 17
根據數控沖床的類型與大小不同,其主傳動主要有以下幾種形式。
1.帶有二級齒輪變速的主傳動
通過幾對齒輪降速,增大輸出扭矩,以滿足主軸輸出扭矩特性的要求,一部分小型數控沖床也采用此種傳動方式以獲得強力切削時所需要的扭炬。如圖6. 1 (a)所示,主軸電動機經過二級齒輪變速,使主軸獲得低速和高速兩種轉速系列,這是目前大中型數控沖床采用較多的一種配置方式。這種分段無級變速,可確保低速時的大轉矩,滿足機床對轉矩特性的要求。白輪變速自動換擋主要采用電液控制撥叉和電磁離合器兩種方式。
電液控制撥叉是用電信號控制電磁換向閥,操縱液壓缸帶動撥叉推動滑移齒輪來實現變速,在換擋時,主軸以低速旋轉,將數控裝置送來的電信號轉換成電磁閥的機械運動,通過液壓缸、活塞桿帶動撥叉推動滑移齒輪移動使離合器啃合來實現變速。電液控制撥叉是一種有效的變速方式,工作平穩,易實現自動化。
電磁離合器是應用電磁效應接通或切斷運動的元件,用于數控沖床的主傳動,可簡化變速機構。若干個安裝在各傳動軸上的離合器的啃合和分離的不同組合,可改變齒輪的傳動路線,實現主軸的變速。
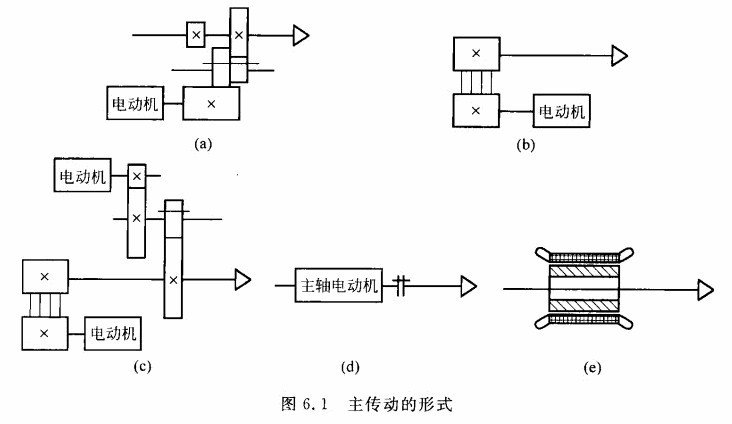
2.通過帶傳動的主傳動
通常選用同步齒形帶或多模帶傳動,這種傳動方式多見于數控車床。帶傳動主要應用在轉速較高、變速范圍不大的機床,如圖6.1(b)所示。電動機本身的調速就能夠滿足要求,不用齒輪變速,可以避免齒輪傳動引起的振動與噪聲。在數控沖床上必須使用同步窗形帶,以保證主軸的伺服功能。同步齒形帶兼有帶傳動、齒輪傳動和鏈傳動的優點,與一般的帶傳動相比,它不會打滑,且不需要很大的張緊力,減少或消除了軸的靜態徑向力;傳動效率高達98%-99.5%。傳動比準確,傳動精度較高,有良好的減振性能;無噪聲,無需潤滑,傳動平穩;帶的強度高、厚度小、質量小,可用于線速度60-80m/s的高速加工。但是,在高速加工時,由于帶輪必須設置輪緣,因此在設計時要考慮輪齒槽的排氣,避免產生“嘯叫”。
3.用兩個電動機分別驅動主軸
如圖6.1( c)所示,這是上述兩種方式的混合傳動,具有上述兩種性能。高速時電動機通過帶輪直接驅動主軸旋轉;低速時,另一個電動機通過兩級齒輪傳動驅動主軸旋轉,齒輪起到降速和擴大變速范圍的作用,這樣就使恒功率區增大,擴大了變速范圍,克服了低速時轉短不夠且電動機功率不能克分利用的缺陷。
4.由主軸電動機直接驅動的主傳動
如圖6.1( d)所示,電動機軸與主軸用聯軸器同軸連接,用伺服電動機的元級調速直接驅動主軸旋轉。這種方式大大簡化了主軸箱體和主軸結構,有效地提高了主軸組件的剛性;
但主軸輸出轉矩小,電動機的發熱對主軸精度影響較大。
近年來,出現了另外一種內裝主軸電動機,即主軸與電動機轉子合二為一,如圖6.1(e)所示。其優點是主軸組件結構更緊湊,質量小,慣性小,可提高啟動、停止的響應特性,并利于控制振動和噪聲;缺點是電動機運轉產生的熱量亦使主軸產生熱變形。因此,溫度控制和冷卻是使用內裝電動機主軸的關鍵問題。
推薦閱讀:
數控沖床主軸的傳動方式
◎歡迎參與討論,請在這里發表您的看法、交流您的觀點。
- 評論(0)
發表評論 TrackBack