���ؙC�������_
�l���ߣ��|�Cе �l���r�g��2011/5/26 9:19:11
�����_�ǔ��ؙC���ŷ��M�oϵ�y�еĈ��в�������ʽ���ؙC�����Pʽ���ؙC���Ĺ����_�Y����ʽ�Dz���ͬ�ġ����D�\�ӡ�
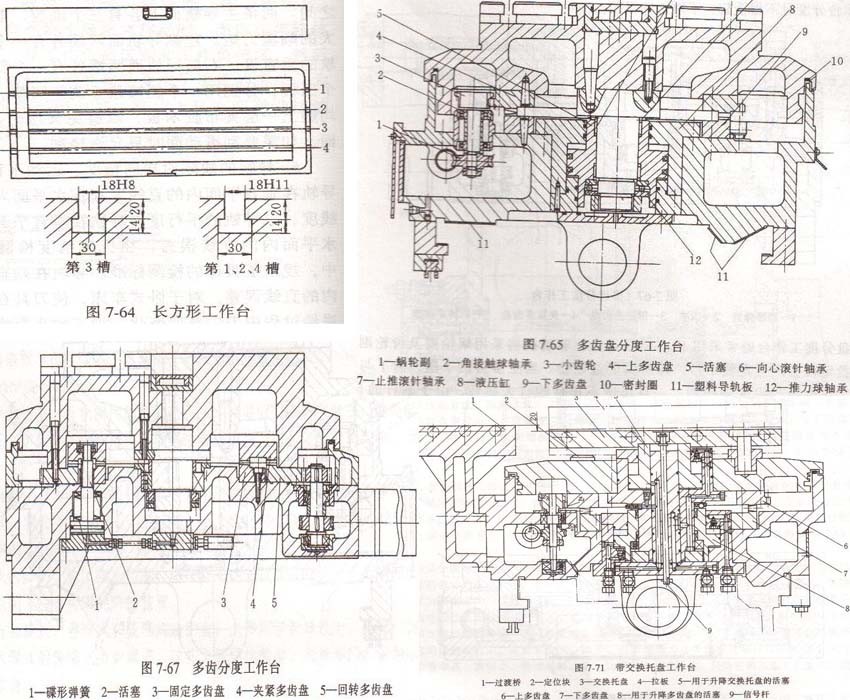
1���ֶȹ����_ �D7 65���Pʽ�ӹ����Ķ��X�P�ֶȹ����_�Y����
����Ҫ�ֶȕr��Һ����8����ǻ�M�����ͣ�����5̧�����_���϶��X�P4�x�_�¶��X�P9�������϶��X�P�ϵ�픕r������һ�г��_�P���l���_ʼ�ֶ���̖���˕r�ŷ�늄әC���ӣ����^݆��1��С�S�˵�С�X݆3�������϶��X�P4�Ĵ��X݆����Ҏ���ֶȽǶȻ��D���D��λ�Ժl���½���̖��Һ����8����ǻ�M�����ͣ������_�½������¶��X�P�ٶȇ��ϣ��_���ʴ_�ֶȡ��˕r��һ�г��_�P�����£��l���ֶ��ꮅ��̖���C�������_ʼ�ӹ���
�C���ֶȹ����_���Գ��ö��X�ֶȱP�ֶȷ�ʽ���������X�P�ֶ��������c��1���ֶȾ��ȸߣ����ȱ����Ժã�2���؏��Ժã�3�����Ժã����d��������4�����ԄӶ��ģ�5���ֶșC�����әC�����Է��x��
�ψD��ʾ�ֶȹ����_��ϵƫСҎ��ӹ����ĵķֶȹ����_�����o��Һ�����ڹ����_����̎������������鹤���_�ߴ��^С�������_���°��̶Ȳ���̫�࣬���Ǯ������_���^������800mm��800mm���ϣ��r�������Ȼֻ���_������̎���o���ݱ��������_���°��������ױ��C�_�澫�ȡ����˱����@�N�F���ѹ����_�����c�����븽���Ƶ��x���X�P�����c�^���ĭh��λ���ϣ����ƹ����_������r���������_�澫�ȵı��C����D7-66��ʾ��
�D7-67�О���һ�N�Y�v���X�ֶȹ����_���D�й̶����X�P3�̶������D���X�P5�S�����_���D��ͨ�^�A�o���X�P4��λ�A�o���ֶȕr����2�ײ��M�����ͣ��˷����Ώ��ɏ�����ʹ�A�o���X�P4̧���әC��ʹ���D���X�P5���Dһ��ָ��Ƕȣ�����2�ײ����ͣ��������B�^�����U���A�o���X�P4���o�ڹ̶����X�P3�����D���X�P5�ϣ����F�ʴ_��λ�������Uһ����6�����؈A�ܾ������@�N�Y���ă��c�Ƿֶȹ����_�ֶȕr����̧�𣬲��¹���ƫ�d��
���X�P�ֶȹ����_ͨ������PLC����λ���әC������݆�����X݆���������λ�c���X�P��λ���a����λ���棬�����^���^��λ�����϶��X�P���䣬�����c���X�P���_���ϣ������_���a������Ť�D��һ�����F���������^��Ť�D�������U�����i���ã���������Ԫ���ēp�ġ�����S������S�����OӋ�ϲ����˸����U�Y������D7 68��ʾ��
2�����ػ��D�����_��ǰ���������X�P�ֶȹ����_��ֻ�ܰ���С�Ƕȵ��������ֶȣ��ʼ�ʹ����360�X���X�P��Ҳֻ����1������������������ֻ���ڲ������r�������M�зֶȡ��@�ͱ���X�ֶȱP������ʽ�ܵ�һ�����ޡ����ˌ��F����ǶȷֶȺ��������^�����D�_�܉���D����һ�������������������˔��ػ��D�����_�����Q�����D�_����Y����D7 69��ʾ��
��Ҫ�ֶȕr��йȥ�i�oҺ������ǻ�ĉ����ͣ�����̎�����_��B���˕r���ŷ�늄әC��݆�����ӹ����_���D�����ֶȽǶ�λ�Ät�ɽǶ�λ�÷���Ԫ�������o�����b�á�����Ԫ��ͨ����A�Б�ͬ�����͈A��š������D�_���U���ӣ����Æ��^�p�����U���ӻ��߲���ƽ���X݆�A���X݆���j�U���ӣ�Ҳ�ɲ����p�U���ӡ��p�����U�����X��Č��̲��ȣ�����U�S���Ƅӣ����ɸ�׃�����g϶�����F�o�g϶���ӡ�ƽ���X�A���X݆���j�U���ӣ����Ľ��|�X���࣬�دBϵ����������ij��d��������ͨ�A���U���Ӹ���1��2�����҂���Ч�ʸߡ�ĥ�pС������ƽ�����DZ��^����Ă�����ʽ��ֻ���������칤ˇ���s���ɱ��ߡ�
�D7-70���p�U���ӽY�����Ãɂ��U�քe���F��݆������������ӡ��U2���S���{����ʹ�ɂ��U�քe�c݆�������X����|���M���������������g϶���{���|3��5�����{��һ���F�X݆�ć��Ϻ��g϶���p�U�����mȻ�^�p�����U��ƽ���X�A���X݆���j�U���ӽY�����s������݆ͨ�U���칤ˇ���Σ����d�������p�����U��
3�������Q�бP�Ķ��X�ֶȹ����_������ӹ����ĵ��\�D�ʣ��ڼӹ�����ǰ�棨����棩���O�ö������潻�Q�бP��ͨ�^�бP�Ԅӽ��Q�b�ã��c���C�M���бP���Q���D7-71��ʾ�鎧���Q�бP�Ķ��X�ֶȹ����_�Y����
�D�е��^�ɘ�1���бP�Ԅӽ��Q�b�õ��ӹ��������C֮�g���^�ɘ��Q�бP���^�^�ɘ�1���M�����C�ֶȹ����_���棬�˕r���бP�Ԅӽ��Q�b�ðl�����Q�бP��λ��̖���ɻ���5���o�d�н��Q�бP3������4��ʹ���Q�бP����λ�K2������6�����̓ɂ���λ�N��λס���˕r����̖�U9��һ���_�P���l����λ������̖���c��ͬ�r���������Q�����ϗU�s�أ���ȫ���s�غl���s��������̖���C�������_ʼ�ӹ���������������һ��ӹ�����Ҫ�ֶȕr���������M������8���·���̧�����8��ʹ�ֶ��D�_�Bͬ���Q�бPһ��̧���϶��X�P���x�_�¶��X�P����̧��픕r���l��̧�������̖���˕r�ŷ�늄әC��݆��Z1��Z2�������X݆��Z3��Z4���ѹ����_�Dλ������ֶȽǶȣ�Ȼ�����8�½����϶��X�P6�ٶ��c�¶��X�P7���ϣ���ɜʴ_�ֶȡ�
4�����طֶ��^���طֶ��^�����؛_���ͼӹ����ĵȳ��õĸ��������������ǰ��տ����b�õ���̖��ָ�������D�ֶȻ��B�m���D�M�o�\�ӣ���ʹ���ؙC�������ָ���ļӹ������طֶ��^һ���c����㊴�����ʽ�ӹ��������ף����ڼӹ��S������������طֶ��^�����ɪ����Ŀ����b�ÿ��ƣ�Ҳ����ͨ�^���˵Ľӿ������C�Ĕ����b�ÿ��ơ� �D7-72��ʾ��FK14160B�͔��طֶ��^�������ԭ�����£��x�oҺ������4�ĺ�ǻ�������҂ȣ�ͨ�ˉ��s�՚�����S���_�����_��̖�ɂ��Ї�6�l�����ŷ�늄әC���D���x���ĽǶȺx�oҺ����Ԓ��4��ǰǻ��������ȣ�ͨ�ˉ��s�՚⣬�x�o��̖�ɂ�����5�l�����x�o�ꮅ�����C�l��̖���_ʼ�����ӹ����������_���һ������ѭ�h�����_������λ����λ��̖������8�l����λ��λ��̖��