���؛_���������șz�y
�l���ߣ��|�Cе �l���r�g��2012/5/25 8:25:40
���؛_���������șz�y���|���nj����؛_�����ξ����c��λ�����������l���µ�һ헾C���u�С�һ���f�����M���������șz��ļӹ������dž�헼ӹ���ӹ�һ���˜ʵľC����ԇ����Ŀǰ���ȶ��Ԇ�헼ӹ����������ڼӹ����ģ���Ҫ�Ć�헾�����:
���R����:�ڶ����R���R��ƽ��ľ���(X-yƽ��);���R�Ŀྫ�ȺͿ���ɢ��:��ֱ���R������;��б����������:�ވA���R�����ȡ������Pʽ���؛_����߀�����w���^�R��ͬ�Ķ�:ˮƽ�D�_���D90���R�ķ��ӹ����ȡ�
��������ĸ�Ч���؛_����߀Ҫ����λ�r�g�Ƚ�����������ԇ�ȡ������ӹ�ԇ���ϳ�����Ҫ��֮�⣬һ�㶼��1���T�F��ʹ��Ӳ�|�Ͻߣ����˜ʵ���������������
�I����ԇ���D1-30 (a)��ʾ���@����؛_�������c�����rʹ�õ��������������߲��ϡ��������ߵĎνǶȵȶ���һ���Pϵ����������Ҫ�Ǚz�y���؛_�����S���\�Ӿ��ȼ������ߵ��r��ƽ���ԡ��ڬF�����ؔ��؛_���У����S���b���и߾��Ȏ���ؓ�ɵijɽM�L���S�У��M�o�ŷ�ϵ�y����Ħ����С���`���ȸߵ���܉�������`���ȵ��Ӳ����������@헾���һ�㶼���Ɇ��}��
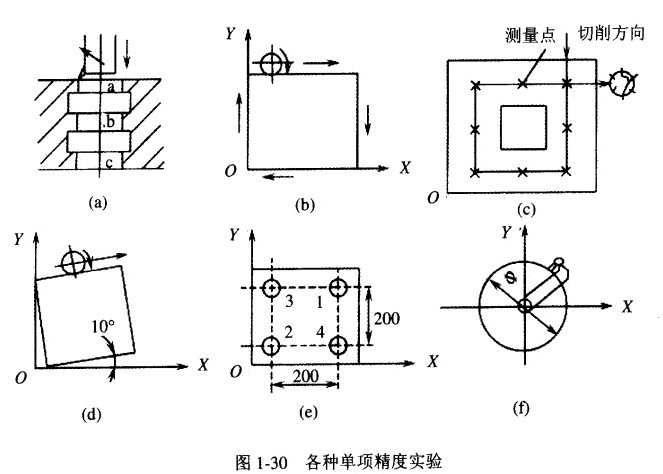
�����R���R��ƽ�澫����Ҫ��ӳX�S��Y�S���S�\�ӵ�ƽ��ȼ����S���ľ���X-y�\��ƽ��Ĵ�ֱ��(ֱ�����A���ϱ��F)��һ�㾫�ȵĔ��ؔ��؛_������ƽ��Ⱥ��A�ݲ���0.01 mm���ҡ���D1-30 (b)��ʾ��ʾ���Ƕ�����R�����Jƽ��ķ���ʾ��D��
�F�Ŀྫ�ȺͿ���ɢ�șz����D1-30(c)��ʾ���Կ����Ƅ��M�o��λ���H�Ă��ף��y������λ�õ�X���˺�Y���˵�����ֵ���Ԍ��yֵ��ָ��ֵ֮��ĸ���ֵ����ྫ�Ȝy��ֵ�����Ǿ�����Ŀ��ɸ����˷��������ֵ��Ӌ����û���ײ�����Ͼo�ܵęz����S����ǧ�ֳߜy�����Ǿ����x��������ɢ�Ȅtͨ�^��ͬһ����Ϝy������X���˷����Y���˷����ֱ�������ֵ��á�һ�㔵�ؔ��؛_��X��Y���˷���Ŀྫ�Ȟ�0.02mm.���Ǿ�����ྫ�Ȟ�0.03mm.����ɢ�Ȟ�0.015mm��
ֱ�����g�����ȵęz��ɰ�����D1-30 (d)��ʾ�M�У�x��Y���˷քe�M�o�������R�����о���������߅;�y����߅�Ĵ�ֱ�ȡ���߅ƽ�жȡ���߅��ֱ�Ⱥ͌�߅���x�ߴ��@헾�����Ҫ���˔��؛_��������܉�\�ӵĎξ��ȡ�
б�X�������șz���������R�����о��R������߅����D1-30 (e)��ʾ����ͨ�^ͬ�r����X��Y�ɂ����ˁ팍�F��:����ԓ���ȿ��Է�ӳ���Sֱ�����a�\�ӵ�Ʒ�|���ԡ��M���@헾��șz��r���Еr���l�F�ڼӹ�����(��ֱ��߅��)���Fһ߅��-߅ϡ�ĺ���Ҏ�ɵėl�y���@�����ڃ��S�ӕr������һ�S�M�o�ٶȲ�������ɵġ��@�N��r����ͨ�^���{ԓ�S���ٶȿ��ƺ�λ�ÿ��ƻ�·����Q���ٔ���r�£�Ҳ����������ؓ�d׃����������ɵģ��猧܉�������У����؛_����܉���o�岻����Ħ����λ�Ùz�y����Ԫ�����Ӳ������Ҳ����������l�y��
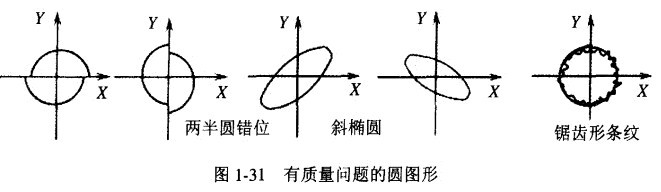
�A���������șz�y��D1-30(f)��ʾ���������R�����о��R��A���棬Ȼ���ڈA�ȃx�Ϝy���A���ľ����ڈAԇ���y���г���������D1-31��ʾ����r���ɰ�A�eλ�ĈD��һ������һ�����˻�ɂ����˵ķ���ʧ������ɵģ��@�N��r����ͨ�^�m���ظ�׃����ϵ�yʧ�������a��ֵ�����{ԓ���˵Ă���朁���Q�������Fб�E�A�t�����ڃ����ˌ��Hϵ�y�`�����ɵģ��@�N��r����ͨ�^�m�����{���ٶȷ��������λ�íh����õ�������